

不锈钢表面处理技巧之拉丝、抛光、精磨不锈钢-中山铭偌
根据定义,精细研磨是将焊件与金属表面混合,以获得光滑,一致和美观的外观。当您从事不锈钢牌号时,无论是用于器具,结构件,未上漆或未涂漆的钣金外壳,还是建筑装饰,为工艺的每个步骤选择合适的设备和消耗品都将有助于您获得理想的效果。
以下是九种典型应用和技巧,介绍如何使用当今的手持式研磨设备和消耗品,以便在您的商店或生产部门实现更好的结果。
1.在栏杆上混合焊接连接

在角落,正方形和圆形上混合焊接表面是在栏杆上产生有吸引力的焊接连接的关键。在带式研磨机中使用40,60或80粒带来磨削焊缝。然后使用粗,中,细或超细调理带混合表面。
对于平面,请使用弹性鼓和非织造尼龙扁刷。对于管道和管道,使用管道抛光包装。即使在极小的半径上,晶粒尺寸达到320也能产生所需的结果。
在研磨机上使用正确的调节速度将帮助您获得最佳的光洁度,因此请选择带速度调节器的工具。工具上的可调节带式研磨机臂将使工具更易于使用,减轻操作员疲劳,并产生更好的结果。

2.压力容器的准备和整理
要在压力容器上使用RA 15-25实现典型的4号表面处理,请使用40至320粒度的带磨削并使用皮瓣刷完成。通过使用尼龙襟翼刷然后用抛光轮和切割/抛光化合物抛光,可以实现缎面抛光。
尼龙襟翼刷然后用抛光轮和切割/抛光化合物抛光,可在压力容器上产生缎面光洁度。
许多流行的工具提供快速更换工具系统以减少停机时间,并且许多工具都是便携式的。当便携式工具具有可拆卸的手持件时,操作者疲劳减少,因此不需要携带整个驱动单元的重量。有些型号可用于在非常狭窄且难以到达的地方工作。
寻找具有低噪音和无振动操作的防尘密封装置。风冷感应电机使用寿命长,磨损小。

3.研究商业食品服务烤架
在商业级食品服务烤架上工作时,减少表面焊珠是一项关键挑战。首先使用带有36至80粒度圆盘的气动研磨机进行粗磨。使用带有40至220目砂带的气动滚筒进行精磨。
然后使用扩展气动直磨机和60至240目的纤维刷对所有表面进行加工。合成纤维,砂砾和树脂的精加工圆盘将消除焊接变色。
4.抛光管到镜面
要将不锈钢管抛光成镜面,首先使用带有80至120目的氧化锆带的带式研磨机准备表面。然后切换到表面处理带,进行中等至超细的表面处理。使用预抛光轮和抛光化合物。
使用抛光轮和抛光剂抛光,然后使用抛光轮和抛光膏完成镜面抛光。
鼓磨可改善商业食品服务烤架的表面光洁度。

5.在结构钢上磨削焊接和斜接接头
使用60至150粒度的锆纤维盘从结构钢斜接接头上移除焊道。然后使用带有40至220粒度锆混合带的鼓式砂光机。使用模板。
使用表面处理皮带进行精细加工。对于缎面处理,请使用100至200粒度的精细翻盖刷。
6.钢焊缝的粒化
使用带有冷却效果的塑料支撑板和80粒度纤维盘的气动直角磨床,在不锈钢焊缝上开始磨削加工。使用直磨机完成气动滚筒。
使用具有非织造介质或高硬度精加工盘的直角研磨机对表面进行纹理化。用120号砂带和40至320目的精加工带研磨焊缝。
7.消除橙皮效果
为了平滑橘皮效果,首先使用40粒皮带进行粗略准备。然后用柔软的接触辊和A160 Trizact™皮带对其进行精细研磨。缎面饰面采用柔软的接触辊和中等表面调理带。
您可以使用翻盖刷和220粒磨料垫实现工业级表面处理。
砂带磨床在圆形表面上提供一致的光洁度。
8.磨削内角
要完成不锈钢部件的内角,首先使用带80粒微型襟翼轮的电动角磨机平滑焊缝。然后使用电动角磨机和软盘 - 在A160和A16颗粒之间 - 使用Trizact砂轮进行精细表面磨削。
在60至400粒度范围的非织造垫中使用电动锉刀和非织造垫来定义表面纹理。
9.研磨和抛光挤出机进料
首先使用带式研磨机进行初步研磨,然后在40和80粒锆刚玉带之间研磨和抛光挤出机进料。使用80至120粒Velcro®纤维轮轮在侧面加工。使用辊子附件精细研磨轴和侧面。波兰用扭曲的抛光环和抛光膏。
推荐阅读:
评论





相关文章

米兰web版登录入口新增二次元检测设备完善精密钣金加工检测能力
米兰web版登录入口(MINGRUO)——华南地区钣金加工领域的标杆企业,专注为精密制造客户提供从设计优化到批量生产的全流程品质保障。为满足电子、医疗、汽车等行业对平面零件的高精度检测需求,公司最...

三种弯曲试验模具,哪种更适合钣金模具加工?
废料测量法输入一定的数据,用相同厚度和材料的废料折弯一次,根据得到的数据调整定位尺寸(增加或减少),或直接修改数据,或输入补偿值(增加或减少),以及后得到的值和设置的值是一样的。实际需求尺寸-b=残值...

材料课堂:不锈钢334的材质介绍
840(S33400)合金是一种含钛和铝的奥氏体不锈钢,含有足够的铬形成并维持足够规模的铬氧化物,使其在高温条件下得到保护,比传统铬镍不锈钢如304更耐高温;较高的含镍量,使其相比标准的18...

钣金的行业名词大盘点
(1)落料:在普通冲床或其它设备上,通过模具加工,获得产品形状的工艺过程。(2)冲孔:指工件经过普通冲床和模具加工孔的工艺过程。(3)凸模:指在冲床或油压机用模具使工件形成凸起形状的工艺过程。(4)冲...

钣金下料的方式有哪几种?
下料:下料方法有多种,主要有以下几种:①剪床:是利用剪剪剪条料简单料件,它主要用于模具下料成形准备加工,成本低,精度低于0.2,但只能加工无孔、无切角的条料或块料。②冲床:是利用冲床在板材上分一步或多...
钣金加工中数控折弯加工零件范围及加工精度参数的详细解答
折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。通...
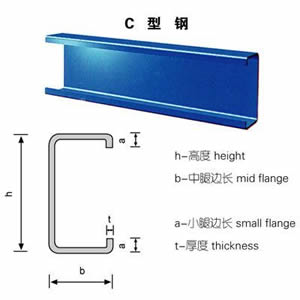
钣金加工型钢下料时需要注意这四点
(1)关于板厚的处理:一般情况下,板厚会影响切角尺寸和展开材料的长度。 角钢或槽钢向内弯曲时,展开长度以内皮为基准; 角钢或槽钢外弯时,其展开长度以外皮为准; 前者以倒角内皮为准,后者以外皮为准。 如...

数控钣金加工技术可以节省很多材料成本
材料是钣金加工的基础,也是成本之一,所以在核算时一定要避免浪费。钣金加工的基本方法有冲裁、弯曲、拉伸、成形和焊接。可以根据不同的加工方法进行切割,分为一般冲压、多次冲压、剪切切割、激光切割和气割。由于...
 米兰web版登录入口
米兰web版登录入口